The picosecond vs nanosecond laser debate usually gets framed as a quality tier — shorter pulse, better result, end of discussion. That framing sells a lot of picosecond sources for jobs a nanosecond laser would have handled at half the cost.
“We standardized on picosecond across the shop because it gave the cleanest edges on our precision work. Then we ran a high-volume metal-marking job on the same source and the cost-per-part stopped making sense. The marks didn’t need a sub-10µm heat-affected zone — they needed throughput and legibility, and a nanosecond source delivered both at a fraction of the cost. Pulse width only earns its premium where the heat-affected zone is part of the spec.” — process engineer, mixed ceramic and metal-marking production
I take that account seriously because the mistake is so common. Pulse width is real physics, but it is not always the variable your part cares about. The useful question is not which pulse is shorter — it is when the difference between them reaches something on your drawing.
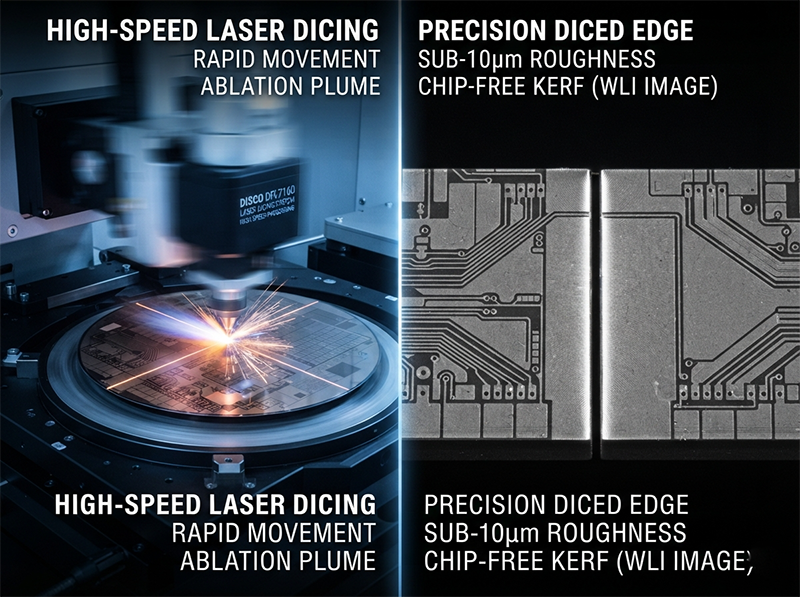
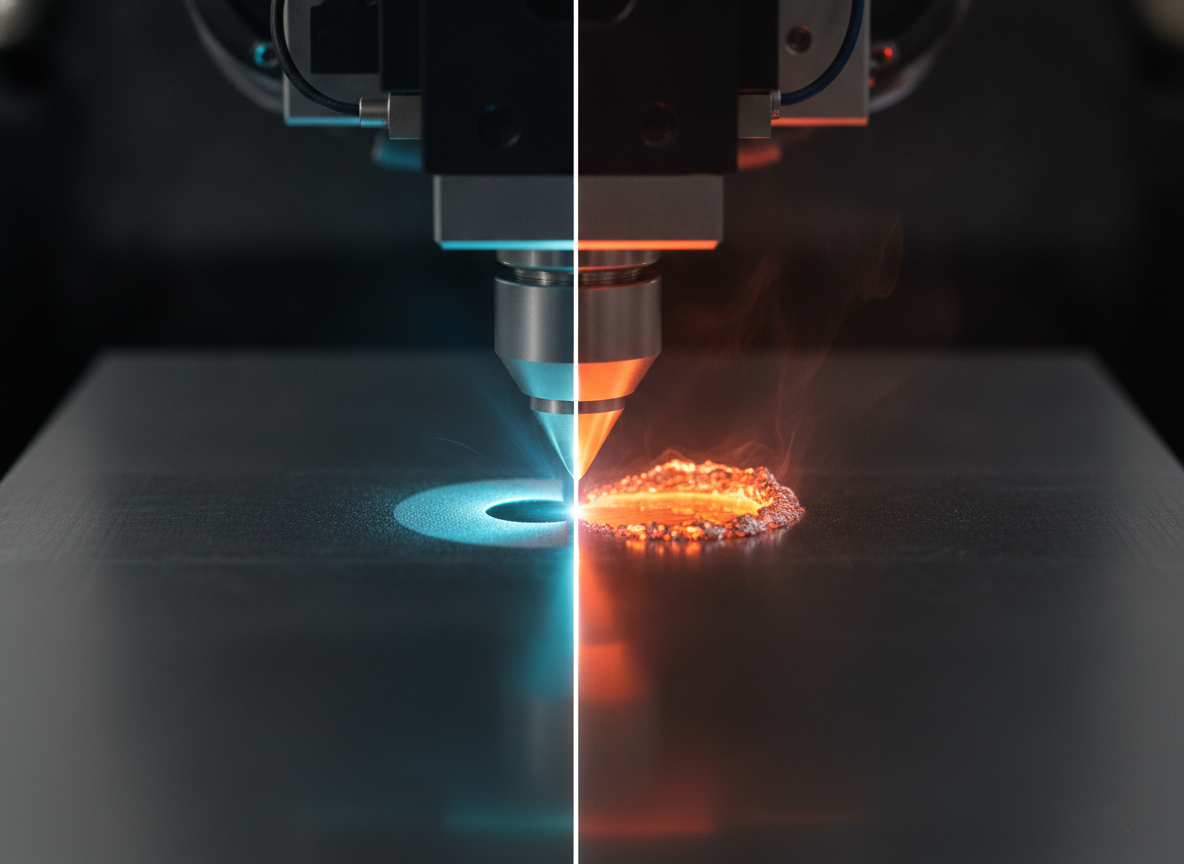
In a picosecond vs nanosecond laser comparison, pulse width matters when your part cannot tolerate a heat-affected zone or recast layer. A nanosecond pulse melts and vaporizes material, leaving a thermal rim and resolidified melt. A picosecond pulse removes material before heat spreads, shrinking that rim toward the sub-micron range. For heat-sensitive, thin, or brittle parts, that difference is the spec. For robust metal cutting or marking where some melt is acceptable, nanosecond is faster and cheaper, and pulse width barely matters.
The cost gap between the two is large, and so is the throughput gap. Choose nanosecond where it works, and you save money and time. Choose it where it does not, and you ship a part with a recast layer that fails later. Both errors are expensive, and they pull in opposite directions, which is why “just buy the shorter pulse” is poor advice.
The confusion comes from treating pulse width as a quality score instead of a tool. A nanosecond laser is the workhorse of laser marking and thick-section cutting for good reason — high throughput, mature, low cost per watt. A picosecond source earns its place in picosecond laser micromachining where edge quality and a small heat-affected zone are non-negotiable.
Across these selections, the engineers who decide well do not start from the laser. They start from the part: what tolerance it holds, what the edge feeds into next, and whether a thin layer of resolidified melt changes anything. The sections below trace how each pulse removes material, then give you a way to map that onto your own work.
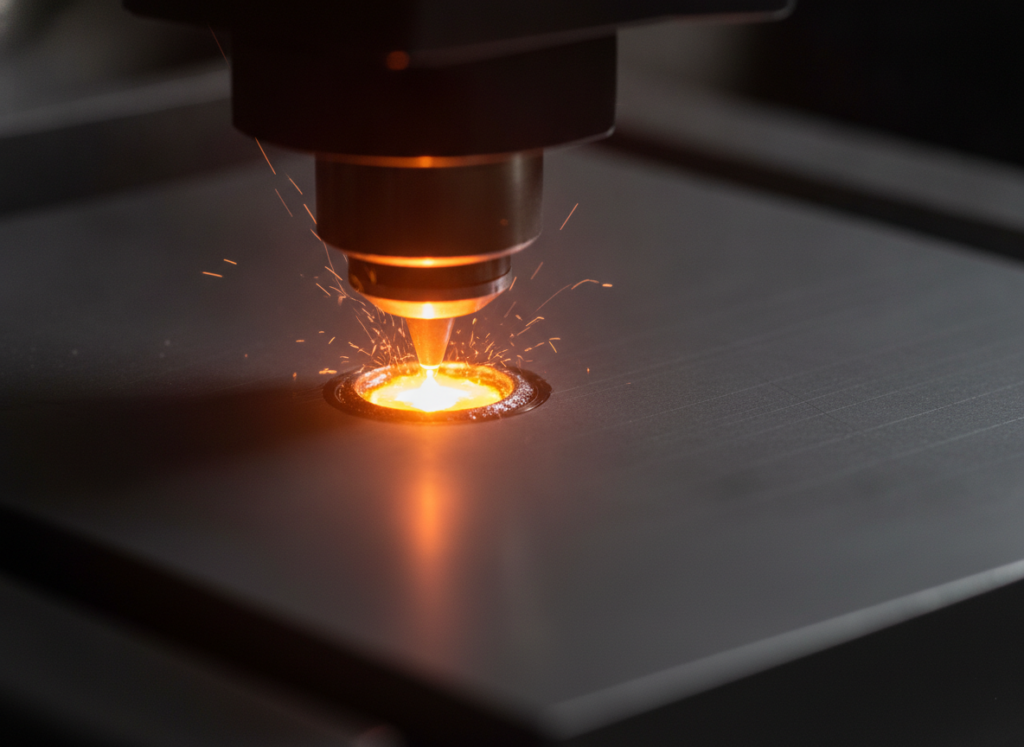
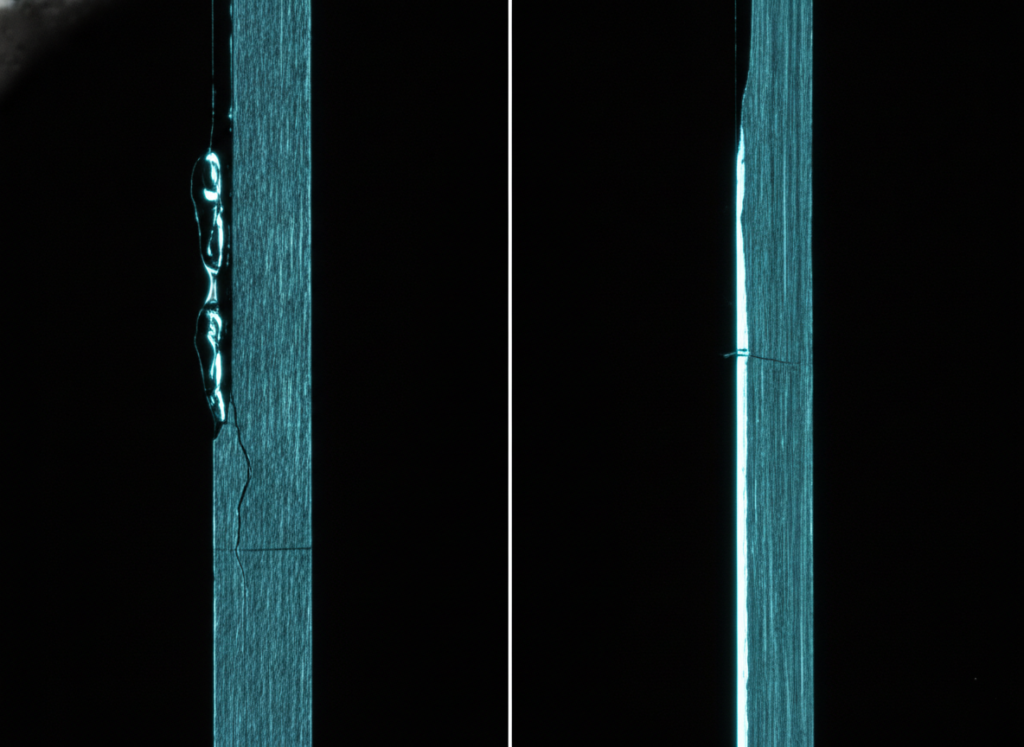
A nanosecond pulse lasts long enough — billionths of a second — for heat to flow into the material during the pulse itself. The mechanism is thermal: the beam heats, melts, and vaporizes, and some of that molten material resolidifies at the edge as a recast layer. Around it sits a heat-affected zone where the material’s structure has changed.
On molybdenum, for instance, published work has measured nanosecond molten layers several microns deep with longitudinal cracks extending around ten microns. On robust parts, that rim is cosmetic and irrelevant. The upside is throughput and cost: nanosecond sources reach high average power cheaply, which is why nanosecond laser marking and thick metal cutting remain firmly their territory.
A picosecond pulse is roughly a thousand times shorter. It deposits energy faster than heat can diffuse into the surrounding lattice, so material leaves closer to vapor than melt. The result is a much smaller melt pool, a thinner recast layer, and a heat-affected zone that can fall toward the sub-micron range under controlled conditions.
This is what picosecond laser micromachining is built on. The trade is real: picosecond sources cost more and, at a given average power, remove material more slowly than a nanosecond unit on a heat-tolerant job. The advantage only shows up when the part needs it — a point the next section makes concrete.
Here is the reframe that makes the decision easier.
“For two years I framed it as picosecond versus nanosecond, like it was a quality tier. The decision got easier when I stopped asking that and asked one question instead: can this part tolerate a recast layer? On thick structural steel brackets, the melt rim was cosmetic and nanosecond cut them faster and cheaper. On thin foil for a sensor, that same recast shorted the device. Same metal, opposite answer. Pulse width matters exactly when the heat-affected zone reaches something the part cares about — and not a micron before.” — application engineer, precision metal components
That single question — can this part tolerate a recast layer? — does more work than any spec comparison. The same alloy gives opposite answers depending on geometry, thickness, and function. A picosecond vs nanosecond laser choice made without it is a guess. Made with it, the answer usually becomes obvious, and often it is nanosecond.
If you are weighing the two, define what your part cannot tolerate before you compare any datasheet.
The trap is that a recast layer can pass inspection and fail later.
“The nanosecond samples passed every dimensional check, so we locked the process. It failed two steps downstream. The recast layer the nanosecond cut left behind was invisible at inspection, but it wouldn’t bond cleanly in the next operation, and the reject surfaced at final assembly — where it’s most expensive to catch. Switching that cut to picosecond removed the recast and the bonding failures with it.” — manufacturing engineer, multi-step assembly line
Dimensional inspection measures where the edge is, not what it is made of. A resolidified melt layer can sit within tolerance and still refuse to bond, plate, or weld in a later step. So the pulse-width decision is not only about the cut you can see — it is about every operation that edge feeds. When a downstream process touches the cut surface, the recast layer stops being cosmetic.
| Factor | Nanosecond laser | Picosecond laser |
|---|---|---|
| Removal mechanism | Thermal — melt and vaporize | Near-cold — vaporize before heat spreads |
| Recast layer | Present, several microns | Minimal, toward sub-micron |
| Heat-affected zone | Larger | Small |
| Throughput / cost | Higher throughput, lower cost | Lower throughput, higher cost |
| Best fit | Marking, thick robust metal | Thin, brittle, heat-sensitive, bonded edges |
The table sorts most cases. The framework below handles the rest.
Start with the part, not the laser. If your part is robust, the tolerance is loose, and nothing downstream touches the cut surface, choose a nanosecond laser — you will win on throughput and cost, and the pulse-width difference will not show in the finished part. If your part is thin, brittle, or heat-sensitive, or the cut edge feeds a bonding, plating, or welding step, choose picosecond and treat the small heat-affected zone as the spec.
When you are unsure, cut both and cross-section the edge — the recast layer that decides the outcome lives below the surface, where a top-down measurement never sees it. Then pick the longest pulse that still passes every step your part has to survive, not just the one you can measure at the machine.
A few variables shift the answer more than the pulse width alone: your material and its thickness, the real function of the cut edge, and every downstream operation that touches it. A part that tolerates nanosecond in one product can require picosecond in the next if the assembly changes.
Those details rarely fit on a datasheet. If you are choosing between pulse regimes at scale, talking to an application engineer who has processed your material and seen the downstream steps can surface trade-offs no product listing will tell you.
The engineer who standardized on picosecond everywhere was not wrong about physics — they were wrong about where it mattered. That is the quiet truth of the picosecond vs nanosecond laser question: the shorter pulse is not the better one, only the better one when your part cannot live with the heat. Ask what your part cannot tolerate first, and the laser chooses itself.
When does pulse width actually matter in laser processing? Pulse width matters when your part cannot tolerate a heat-affected zone or recast layer. For thin, brittle, or heat-sensitive parts, and for edges that feed a bonding or plating step, a picosecond pulse’s small thermal damage is the spec. For robust metal cutting and marking, nanosecond is faster and cheaper, and pulse width barely changes the result.
Is a picosecond laser always better than a nanosecond laser? No. A picosecond laser produces a smaller recast layer and heat-affected zone, which matters for precision and heat-sensitive work. But for marking and thick robust metal, a nanosecond laser delivers higher throughput at lower cost, and its thermal rim is irrelevant. Better depends on what the part tolerates, not on pulse length alone.
What is a recast layer? A recast layer is melted material that resolidifies at the edge of a cut. Nanosecond lasers leave a thicker recast layer because heat spreads during the longer pulse. Picosecond lasers remove material before heat diffuses, leaving a much thinner one. The recast layer can pass dimensional inspection yet fail in bonding or plating.
Why is a nanosecond laser used for marking if it leaves more heat? Marking rarely needs a small heat-affected zone — it needs throughput, contrast, and legibility. A nanosecond laser delivers those at high speed and low cost, so the extra heat does not affect the result. This is why nanosecond laser marking remains standard despite the larger thermal effect.
Does a picosecond laser remove material faster than a nanosecond laser? Usually not on heat-tolerant jobs. At a given average power, a nanosecond laser often removes robust material faster and more cheaply. A picosecond laser’s advantage is quality, not speed — a smaller recast layer and heat-affected zone — which matters only when the part requires it.
How do I know if my part needs picosecond instead of nanosecond? Ask one question: can the part tolerate a recast layer? If it is thick, robust, and nothing downstream touches the cut, nanosecond works. If it is thin, brittle, heat-sensitive, or the edge feeds bonding, plating, or welding, choose picosecond. Cross-section a test cut to confirm what inspection cannot see.
Can a nanosecond cut pass inspection and still fail later? Yes. Dimensional inspection measures where the edge sits, not its material state. A recast layer can be within tolerance yet refuse to bond, plate, or weld in a later operation, with the reject surfacing at final assembly where it is most expensive to catch.