The phrase “near-zero heat-affected zone” gets printed on every ultrafast laser datasheet, which makes it easy to read as a guarantee that comes with the box. It isn’t. It is the result of a mechanism — and of parameters held in the right range — and the engineers who treat it as automatic are the ones who get surprised.
“We bought ultrafast expecting the heat-affected zone to take care of itself — short pulse, cold process, done. The first parts proved us half right. At the repetition rate we ran for throughput, heat accumulated between pulses faster than it could dissipate, and a HAZ appeared that the pulse duration alone should have prevented. The laser wasn’t the guarantee; the parameters were. Dropping the rep rate and reworking the scan strategy brought the heat-affected zone back under control. ‘Near-zero’ is something you engineer, not something you buy.” — process engineer, precision micromachining line
I take that account seriously because it separates the marketing from the mechanism. The near-zero heat-affected zone is real and physically grounded, but it is a consequence of how ultrafast pulses deposit energy — not a property the laser carries on its own. To use it well, you have to understand why it happens, and when it stops.
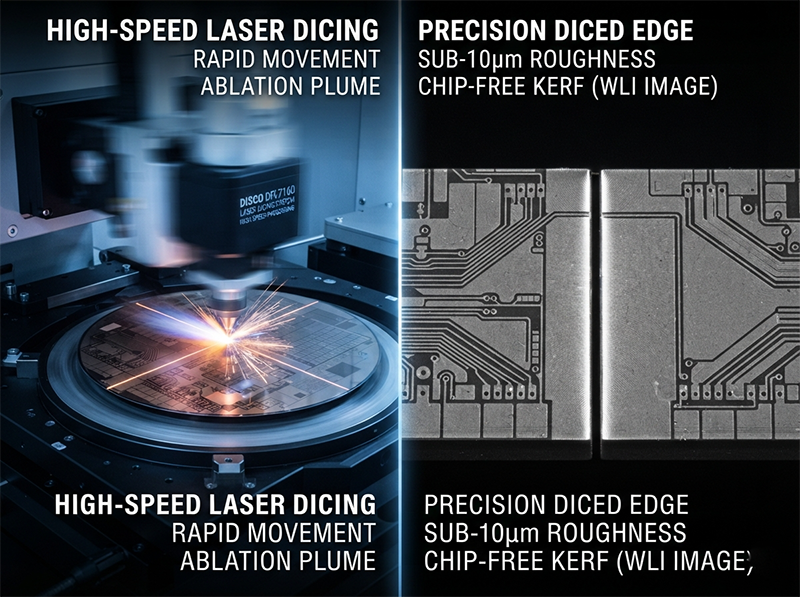
Ultrafast lasers achieve a near-zero heat-affected zone because the pulse is shorter than the time it takes energy to move from electrons to the material’s lattice. The pulse vaporizes material before heat can spread into the surrounding bulk, and the ejected material carries the energy away with it. This is called cold ablation. The result is a heat-affected zone of microns or less — but only when repetition rate and scan strategy keep heat from accumulating between pulses.
The heat-affected zone is where precision goes to die. On brittle materials it seeds cracks; on heat-sensitive films and devices it shifts performance; on metals it leaves a recast layer that fails downstream. For a whole class of high-value parts, controlling the heat-affected zone is the entire reason ultrafast lasers exist.
That is also why “near-zero” gets oversold. The term suggests heat is no longer a variable, when in practice it is the variable you most need to manage. A team that buys an ultrafast laser believing the heat-affected zone is handled will set parameters for throughput, accumulate heat, and produce the exact damage they paid to avoid.
Across ultrafast process development, the difference between a clean result and a cooked one is rarely the laser model — it is whether the engineer understood the mechanism well enough to protect it. The sections below cover what the heat-affected zone is, the physics that shrinks it, why near-zero is not zero, and how to verify you actually have it.
The heat-affected zone is the band of material around a cut or feature whose structure or properties were changed by heat, even where no material was removed. It is not the kerf — it is the damage outside the kerf.
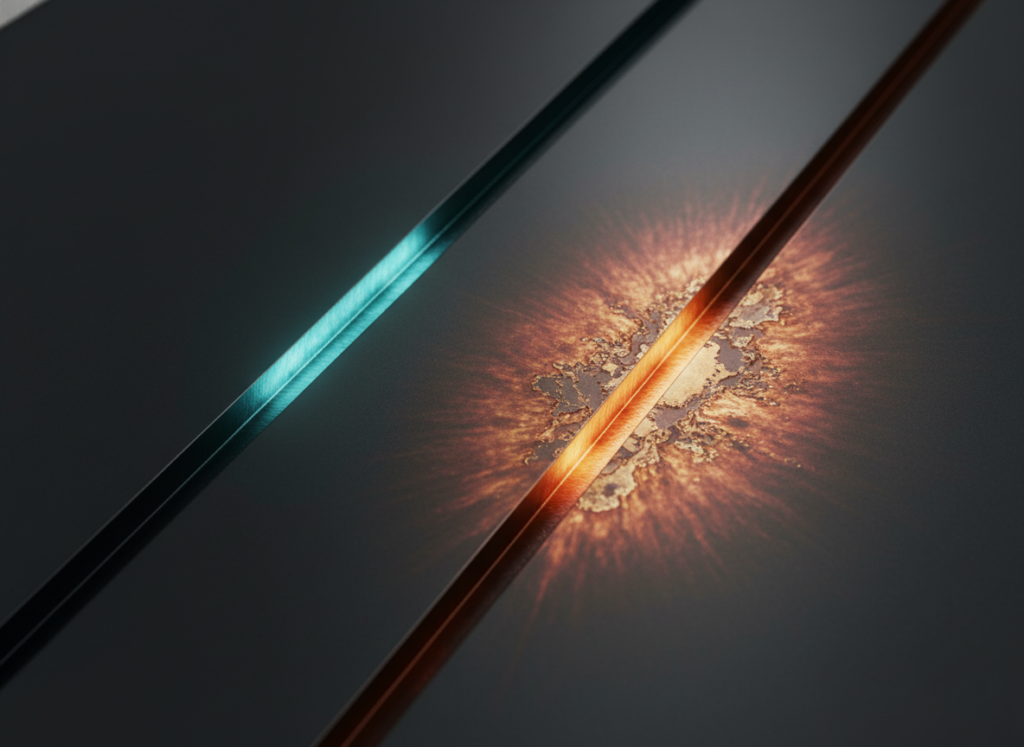
In conventional thermal processing, a long pulse melts its way through, and heat flows into the surrounding material the whole time the pulse is on. That flow leaves a melted-and-resolidified recast layer, residual stress, and a wide altered zone. On the wrong material, that zone is where the part fails. The goal of ultrafast processing is to remove material while leaving that surrounding band as untouched as possible.

Here is the physics that makes it work, stated the way it actually behaves rather than the way intuition expects.
“It took me a while to accept the mechanism, because it sounds backward: you keep the material cool by removing it faster than heat can move. An ultrashort pulse dumps its energy into the electrons before they hand it to the lattice — picoseconds before — so the ablated material leaves as vapor and carries the energy with it, before the bulk underneath has time to heat. The heat-affected zone is small not because there’s little energy, but because the energy exits with the debris.” — application engineer, ultrafast process development
The key timescale is electron-phonon coupling: the time it takes energy absorbed by electrons to transfer into the lattice, which runs roughly 1 to 10 picoseconds in metals. A femtosecond pulse delivers all its energy well inside that window, so ablation happens before the lattice heats — the material is ejected as vapor or plasma, carrying the energy out with it. A 10-picosecond pulse sits near the edge of that window, producing a small thermal component but still far less than a nanosecond pulse, which heats the lattice throughout its entire duration.
So the near-zero heat-affected zone is not about using less energy. It is about getting the energy out, with the ablated material, before it can diffuse sideways into the part. Remove faster than heat moves, and the surrounding material never gets hot.
The mechanism has a limit, and it is the one the opening account ran into.
Each pulse leaves a small amount of residual heat behind. At low repetition rates, that heat dissipates before the next pulse arrives. Push the repetition rate up for throughput, and the pulses start arriving faster than the heat can leave — heat accumulates, the local temperature climbs, and a heat-affected zone reappears that the pulse duration alone would have prevented. Cumulative heating of this kind has been documented at repetition rates in the hundreds of kilohertz, where the modified region grows well beyond the laser spot size.
This is why “near-zero” is a process outcome, not a property. The same laser can give you a clean cut or a cooked one depending on repetition rate, scan speed, pulse spacing, and the material’s ability to shed heat. Pulse duration sets the potential for a small heat-affected zone; parameters decide whether you realize it.
| Factor | Effect on heat-affected zone |
|---|---|
| Pulse duration (shorter) | Smaller — energy leaves before lattice heats |
| Repetition rate (higher) | Larger — heat accumulates between pulses |
| Scan speed / pulse spacing | Controls local heat buildup |
| Material thermal properties | Sets how fast residual heat dissipates |
The table is the honest version of the datasheet line: a near-zero heat-affected zone is the product of all four, not the first one alone.
“The top-down images looked flawless — no discoloration, no recast, a textbook near-zero heat-affected zone. We signed off. The cross-section told a different story: a thin sub-surface damage layer the top view never showed, and on our heat-sensitive substrate that layer was enough to shift device performance. We hadn’t achieved zero HAZ; we’d achieved an invisible one. Now we qualify ultrafast processes by cross-section, not by how clean the surface looks.” — reliability engineer, heat-sensitive device manufacturing
A clean surface is not proof of a clean process. Heat damage often lives below the surface, as a thin altered or stressed layer the top-down view never reveals. On heat-sensitive devices, that subsurface layer is enough to move performance even when the surface looks ideal. The reliable way to qualify a near-zero heat-affected zone is by cross-section — cutting and imaging the wall and the material beneath it — not by surface appearance. The damage that matters is often the damage you cannot see from above.

If your application depends on a minimal heat-affected zone, treat the laser as necessary but not sufficient. Start with a pulse duration short enough for your material, then set repetition rate and scan strategy to keep heat from accumulating — lower rep rate or wider pulse spacing where the material sheds heat slowly. Verify by cross-section, not by surface inspection, especially on heat-sensitive or brittle substrates.
And if your part tolerates some heat, do not over-engineer toward zero. Chasing the smallest possible heat-affected zone on a material that does not need it adds cost and slows throughput for a margin the application never uses. Match the heat-affected zone you engineer to the one your part actually requires.
A few variables decide more than the laser specification: your material’s sensitivity to heat, the repetition rate your throughput demands, and whether your downstream steps care about a subsurface layer the surface hides. Each one shifts where you set the trade between speed and heat.
Those details are hard to settle from a datasheet. If you are qualifying an ultrafast process at scale, talking to an application engineer who has held a near-zero heat-affected zone on your material can surface trade-offs no product listing will tell you.
The team that found a heat-affected zone where the datasheet promised none did not buy the wrong laser — they inherited the wrong assumption. That is the quiet truth of ultrafast processing: the near-zero heat-affected zone is earned by understanding the mechanism, not granted by owning the machine. Remove material faster than heat can move, keep the pulses from piling up, and check below the surface. The physics will hold up its end — the rest is yours.
What is a heat-affected zone? The heat-affected zone is the band of material around a cut whose structure or properties were changed by heat, even where no material was removed. It is separate from the kerf. On brittle or heat-sensitive materials, this altered zone is where cracks or performance shifts originate, which is why minimizing it matters.
How do ultrafast lasers reduce the heat-affected zone? Ultrafast lasers use pulses shorter than the electron-phonon coupling time, so material is vaporized before heat spreads into the surrounding bulk. The ejected material carries the energy away with it. This cold ablation leaves a heat-affected zone of microns or less, far smaller than a thermal nanosecond process produces.
Is the heat-affected zone really zero with femtosecond lasers? No — it is near-zero, not zero. Each pulse leaves a small residual heat, and at high repetition rates that heat accumulates between pulses and grows the heat-affected zone. The near-zero result depends on repetition rate and scan strategy, not on pulse duration alone, so it is engineered rather than guaranteed.
Why does repetition rate affect the heat-affected zone? At low repetition rates, residual heat from each pulse dissipates before the next arrives. At high rates, pulses arrive faster than heat can leave, so it accumulates and the local temperature rises, enlarging the heat-affected zone. Cumulative heating has been documented at repetition rates in the hundreds of kilohertz.
What is cold ablation? Cold ablation is material removal where the pulse ejects material before heat diffuses into the surrounding lattice. Because the energy leaves with the vaporized material, the bulk stays near its original temperature. It is the mechanism behind the near-zero heat-affected zone in femtosecond and picosecond processing.
How do you measure the heat-affected zone? The reliable method is cross-sectioning: cutting through the feature and imaging the wall and the material beneath it, often by electron microscopy. A top-down view can look clean while a subsurface damage layer remains hidden, so surface appearance alone is not a valid measure of a near-zero heat-affected zone.
Does picosecond or femtosecond give a smaller heat-affected zone? Femtosecond generally gives the smaller heat-affected zone, because its pulse ends well within the electron-phonon coupling window and ablation is essentially non-thermal. Picosecond pulses near 10 ps carry a small thermal component but still produce a far smaller zone than nanosecond processing, and suffice for many applications.
Which materials benefit most from a near-zero heat-affected zone? Brittle materials like ceramics and glass, where heat seeds micro-cracks, and heat-sensitive components like thin films, medical devices, and semiconductor structures, where a subsurface altered layer shifts performance. For robust metals at loose tolerance, a small heat-affected zone is often cosmetic and less critical.