Ask how alumina ceramic laser cutting reaches ±1µm, and most engineers reach for the obvious answer: tighter focus and more power. Both feel right. Both miss what actually sets the limit on a material this brittle.
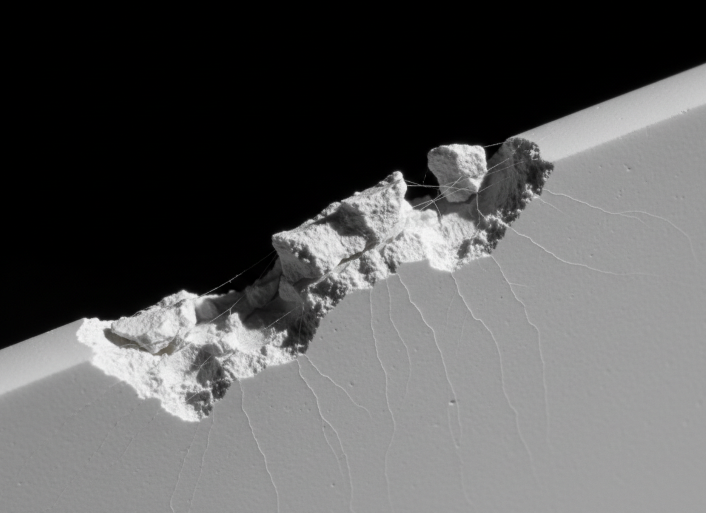
“We came to alumina with a metal-cutting mindset: more power, faster feed, problem solved. On 1mm alumina the parts came back with edge chipping and hairline cracks we couldn’t measure our way out of — the substrate was failing days after the cut, not during it. The fix wasn’t more energy; it was less heat. A picosecond source holding the heat-affected zone under 10µm gave us ±1µm edges with no micro-cracking, at a fraction of the average power we’d been throwing at it.”
— process engineer, alumina ceramic component line
That account stays with me because the failure was invisible at the machine. The parts measured fine and cracked days later. On alumina, precision is not a power problem — it is a heat problem, and the source that wins is the one that puts in the least heat for the cleanest cut.
Alumina ceramic laser cutting achieves ±1µm precision by removing material with ultrashort pulses that vaporize it before heat spreads into the substrate. This keeps the heat-affected zone under 10µm and prevents the micro-cracking that destroys precision on brittle ceramic. The decisive factor is thermal control — pulse duration and beam quality — not raw power. A well-controlled picosecond source holds ±1µm edges with burr and heat-affected zone both under 10µm.
Alumina sits inside more electronics than most people realize: substrates, insulators, semiconductor fixtures, wear components. As those parts shrink, the tolerance they have to hold tightens, and the old ways of shaping ceramic start to cost more than they save.
The trouble is that alumina is hard and brittle. Grind it and the edge chips. Cut it with a long-pulse or CO₂ laser and you risk micro-cracking and discoloration around the kerf. Either way, the defect often does not appear during the process — it surfaces later as a latent crack that fails in the field. That is the expensive version of getting it wrong.
Across ceramic micromachining work, the engineers who hit ±1µm reliably are not the ones with the most powerful laser. They are the ones who treat heat as the binding constraint and build the process around keeping it out of the part. The rest of this guide walks through why the heat-affected zone sets the precision limit, how ultrafast pulses get around it, and which parameters actually hold the tolerance.
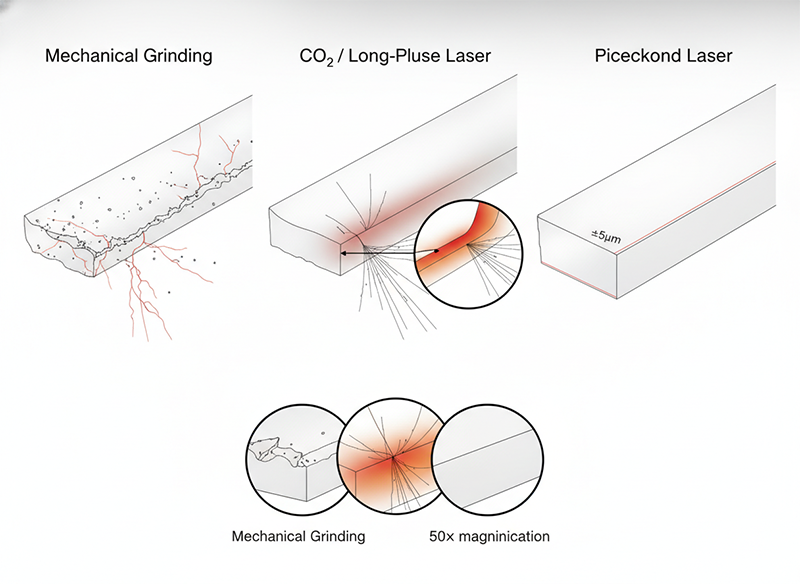
Alumina’s hardness is the selling point and the problem. The same property that makes it a strong insulator makes it unforgiving to shape. Mechanical grinding drags a tool across a brittle surface, and brittle surfaces chip at the edge under that force. The result is a part that needs a secondary finishing step to clean up.
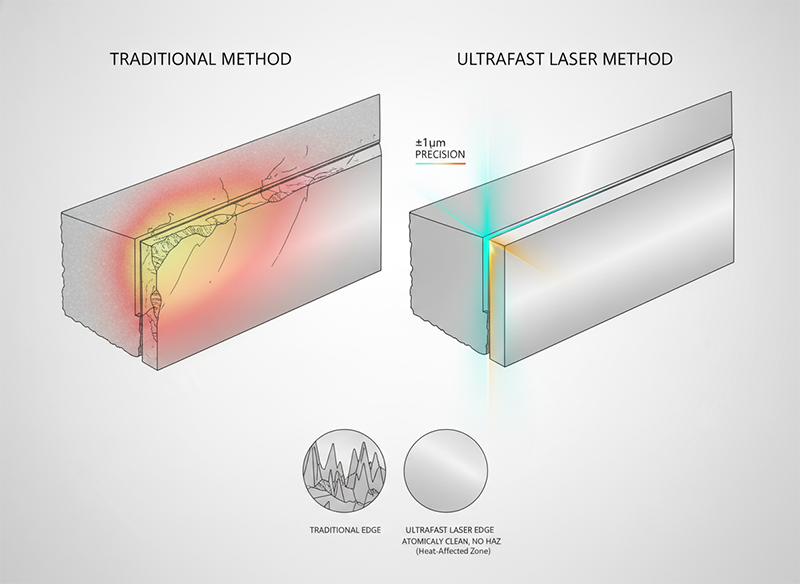
Thermal cutting trades one problem for another. A CO₂ or long-pulse laser melts its way through, and the heat it leaves behind builds stress in the surrounding material. On a brittle ceramic, that stress becomes a micro-crack. The cut looks clean and fails later. This is why picosecond laser ceramic cutting moved into the role conventional methods could not fill.
Here is the part most teams get backward.
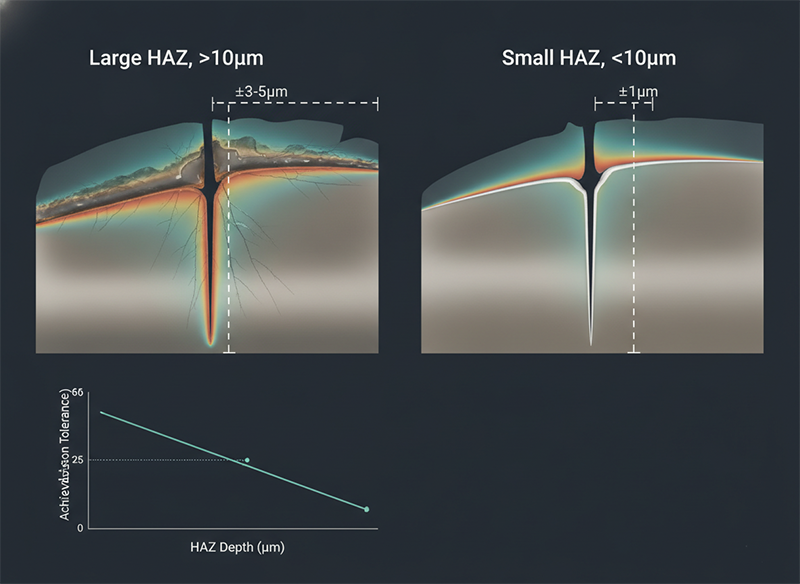
“I assumed our precision ceiling was the focused spot size — tighten the optics, hit a tighter tolerance. The metrology said otherwise. On alumina, the ±1µm edge wasn’t limited by where we placed the beam; it was limited by the recast and micro-crack rim around the kerf. Shrink the heat-affected zone below 10µm and the achievable precision followed it almost one-to-one. Spot size set the floor only after the thermal damage was already under control.” — metrology engineer, alumina ceramic quality control
The heat-affected zone (HAZ) is the band of material around the cut altered by heat. On ductile metal, a small HAZ is cosmetic. On brittle alumina, that altered rim is where cracks nucleate, and a cracked or recast edge cannot hold a micron tolerance no matter how precisely you aimed the beam. Drive the HAZ under 10µm and the achievable precision tracks it. That is why alumina ceramic laser cutting is, underneath, a heat-management problem dressed up as a precision problem.
Ultrashort pulses break the link between cutting and heating. A picosecond pulse deposits its energy and vaporizes material faster than heat can diffuse into the surrounding lattice, which is why it is described as near-cold processing. The material leaves as vapor before the bulk has time to heat, stress, and crack.
That mechanism is what holds burr and HAZ under 10µm and lets the edge come out crack-free. It also explains the counter-intuitive result in the opening account: past the point of efficient ablation, adding average power does not improve the cut — it adds heat, which is the one thing alumina cannot absorb without cracking. Beam quality matters here too. A clean, well-focused beam removes material predictably pass after pass, and predictability is what turns a good cut into a repeatable ±1µm tolerance.
Worth a brief check before we go further: if your tolerance is loose and your ceramic is thick and forgiving, this level of control may be more than the part needs.
Reaching ±1µm is not one setting — it is a small set of parameters held in balance. Focal position decides where the energy concentrates through the depth of the cut. Scan speed and the number of passes control how much material each pass removes, which keeps the kerf from overheating. On thicker sections, a controlled beam wobble manages kerf width and taper so the wall stays vertical.
None of these work without stable output. If the source drifts pass to pass, the parameters you qualified on Monday no longer hold on Friday, and the tolerance opens up. Repeatable alumina ceramic laser cutting depends as much on a steady source as on the right recipe.
| Method | Edge quality on alumina | Heat-affected zone | Secondary step needed |
|---|---|---|---|
| Mechanical grinding | Edge chipping common | None (mechanical stress instead) | Polishing |
| CO₂ / long-pulse laser | Risk of micro-cracks, discoloration | Larger | Often |
| Ultrafast picosecond laser | Clean, crack-free, ±1µm | Under 10µm | None |
The table makes the trade clear, but the cost picture underneath it is where decisions actually get made.
“The quote that looked cheapest used mechanical grinding for alumina edges — lower cost per part on paper. In production the hidden cost was rework: chipped edges meant a secondary polishing step and a scrap rate we kept eating. Moving to ultrafast laser cutting that held burr and heat-affected zone under 10µm removed the polish step entirely and dropped the scrap. The laser line wasn’t cheaper per pass — it was cheaper per good part.” — manufacturing engineer, alumina ceramic production
The lesson generalizes. A process that chips edges hides its cost in rework and scrap, not in the quoted price per pass. When the cut comes off the machine finished and crack-free, the secondary steps disappear and the yield climbs. Cost per good part is the only figure that reaches the bottom line — and it usually favors the cleaner cut.
If you are cutting thin, brittle alumina to a tight tolerance, start by treating the heat-affected zone as your binding constraint, not the spot size. Choose an ultrafast picosecond source, confirm it holds the HAZ under 10µm on your material, and verify with a cross-section rather than a top-down measurement — the damage that matters is below the surface.
Then size the power to efficient ablation and stop there; power past that point adds heat, which is what you are trying to avoid. If your tolerance is wider or your ceramic thick and crack-tolerant, you can relax these controls. But for ±1µm on brittle alumina, the source that puts in the least heat for a clean cut is the one that wins.
A few variables shift the recipe more than the laser alone: your alumina’s purity and thickness, the tolerance you actually need versus the one on the drawing, and whether the edge feeds a downstream bonding or metallization step that cares about micro-cracks. Each one changes which parameter you protect first.
Those details are hard to settle from a spec sheet. If you are cutting alumina at scale, talking to an application engineer who has processed your grade can surface trade-offs no product listing will tell you.
The engineer who stopped adding power did not lose precision — they found it, by treating alumina as a material that cracks under heat rather than one that yields to force. That is the quiet truth of cutting brittle ceramic: ±1µm is not won by the strongest beam, but by the one that leaves the least heat behind. Control the heat-affected zone, and the precision is already there waiting.
How precise can alumina ceramic laser cutting be? With a well-controlled ultrafast picosecond source, alumina ceramic laser cutting holds edges to about ±1µm, with burr and heat-affected zone both under 10µm. Reaching that precision depends on controlling thermal input and using a stable, high-beam-quality source, not on raw laser power.
Does laser cutting crack alumina ceramic? It can, if the wrong laser is used. CO₂ and long-pulse lasers leave heat behind that builds stress and causes micro-cracks in brittle alumina. Ultrashort picosecond pulses vaporize material before heat spreads, keeping the cut crack-free when parameters are set correctly.
Why use a picosecond laser for alumina ceramic? A picosecond laser removes material faster than heat diffuses into the substrate, which keeps the heat-affected zone under 10µm. On a brittle ceramic like alumina, that thermal control is what prevents micro-cracking and allows a repeatable ±1µm edge that conventional methods struggle to match.
What is the heat-affected zone in ceramic laser cutting? The heat-affected zone is the band of material around the cut altered by heat. On brittle alumina, this rim is where cracks form, so keeping it under 10µm is essential. The smaller the heat-affected zone, the higher the precision the cut can hold.
Can you laser cut thick alumina ceramic? Yes. Thicker sections use multiple passes and controlled beam wobble to manage kerf width and taper while keeping heat input low. Cut depth and quality depend on focal position, scan speed, and pass count, balanced to avoid overheating the kerf and cracking the part.
Is laser cutting cheaper than grinding for alumina? Not always per pass, but often per good part. Grinding chips brittle edges and adds a polishing step plus scrap. Ultrafast laser cutting that comes off the machine crack-free removes those secondary steps, which usually lowers the true cost per finished part.
How much laser power is needed to cut alumina ceramic? Less than many expect. Past the point of efficient ablation, extra average power adds heat rather than precision, and heat is what cracks alumina. The goal is enough power for clean material removal at a controlled heat-affected zone, then holding that balance pass to pass.
Is a CO₂ laser or an ultrafast laser better for alumina? For tight-tolerance, crack-sensitive work, an ultrafast picosecond laser is the better choice because it keeps the heat-affected zone small. A CO₂ laser introduces more heat and risks micro-cracking and discoloration, which makes it harder to hold ±1µm on brittle alumina substrates.

